O-Ringe
O-Ringe: Alles was Sie wissen müssen
Kleines Teil – einfache Wirkung. Auf den ersten Blick sind O-Ringe ein absolutes Standard-Dichtungselement für zahlreiche Anwendungen in der Technik.
Ihr Zweck: Zwei Räume in einem technischen System gegeneinander oder gegen die Umwelt abdichten. Das macht jedoch bereits deutlich, wie entscheidend die Dichtwirkung von O-Ringen für das Funktionieren des Gesamtsystems ist.
Versagen O-Ringe, laufen beispielsweise Prozessmedien oder Schmierstoffe aus. Genauso gut kann Luft von außen in ein Vakuum eindringen und zu Kontaminationen führen. Egal ob an der Produktionslinie oder auf der Baustelle, solch ein plötzlicher Defekt kostet Zeit und Geld.
Eine dementsprechend große Bedeutung hat der erfolgreiche Einsatz von O-Ringen als Dichtung.
Und die Weichen dafür werden bereits früh gestellt. Von der richtigen Auswahl der Werkstoffe über die Maße bis hin zur korrekten Gestaltung des Einbauraums erstreckt sich die Prozesskette der Auslegung. Sie stellt sicher, dass die Komponenten grundsätzlich zueinander und zu den Betriebsbedingungen passen.
Doch damit ist es nicht getan. Während die Montage der O-Ringe den Beginn der Betriebsphase markiert, folgen weitere Aufgabengebiete wie die Schadensanalyse oder die korrekte Lagerung. Auch sie tragen entscheidend zur erfolgreichen Verwendung von O-Ring Abdichtungen bei.
In unserem Guide führen wir Sie durch die einzelnen Themenbereiche und machen deren zahlreiche Wechselwirkungen sichtbar – immer mit dem Blick auf dem Erfolg in der Praxis.
Werkstoff | Temperaturbeständigkeit | Chemiebeständigkeit | Elastizität |
|---|---|---|---|
FFKM | -40°C bis +340°C | Hoch | Hoch |
FEP ummantelt | -60°C bis +200°C | Hoch | Mittel |
FKM (VITON) | -25°C bis +200°C | Mittel | Hoch |
PTFE | -250°C bis +250°C | Hoch | Niedrig |
NBR | -30°C bis +120°C | Niedrig | Hoch |
HNBR | -30°C bis +150°C | Mittel | Hoch |
EPDM | -45°C bis +150°C | Mittel | Hoch |
SILIKON | -60°C bis +200°C | Niedrig | Hoch |
FVMQ | -60°C bis +200°C | Mittel | Hoch |
FEPM | -10°C bis +200°C | Mittel | Hoch |
CR | -40°C bis +100°C | Niedrig | Hoch |
ACM | -20°C bis +150°C | Mittel | Hoch |
O-RINGE SCHNELL UND EINFACH ANFRAGEN?
Nahezu jede Abmessung lieferbar
Angebot in Rekordzeit erhalten
Keine Mindestbestellmengen oder Mindestpositionswerte
Ein Ansprechpartner für alle Anliegen
#1 O-Ringe: Definition und Herstellung
O-Ring ist ein Sammelbegriff für ein kreisförmiges Dichtungselement mit rundem Querschnitt. Zwar lässt sich ein O-Ring durch seine flexiblen Eigenschaften auch beispielsweise in eine ovale Form bringen, doch der Standardfall ist eine kreisrunde Dichtungsstelle.
Sie findet sich unter anderem am Stoß zwischen zwei Rohren, jedoch auch bei vielen anderen Verbindungen von zwei Bauteilen.
Elastische Materialeigenschaften gehören zur allgemeinen Definition von O-Ringen. Diese machen es möglich, O-Ringe zu verformen und sie der Geometrie der Dichtungsstelle anzupassen.
Diese elastischen Eigenschaften sind charakteristisch für Gummiwerkstoffe, sodass sie als Material für herkömmliche O-Ringe dienen. Die Elastizität bezieht sich jedoch nicht nur auf die Form der O-Ringe, sondern vor allem auf den Querschnitt.
Denn O-Ringe müssen in der verbauten Form eine bestimmte elastische Verformung des Querschnitts erfahren, damit sie überhaupt eine Dichtwirkung aufbauen.
Das hängt mit dem Aufbau einer Abdichtung zusammen. Die beiden abzudichtenden Bauteile treffen mit je einer Fläche aufeinander.
Dazwischen sitzt der O-Ring, der für die Dichtheit der Verbindung sorgt. Die Maße der Komponenten sind so definiert, dass die Bauteile eine Druckkraft auf den O-Ring auswirken. So wird der kreisförmige Querschnitt verformt und die Dichtwirkung stellt sich ein.

#2 O-Ringe: Funktionsprinzip der Dichtwirkung
Dass der Verbund der drei zentralen Bestandteile einer Abdichtung stimmt, entscheidet letztlich über die Zuverlässigkeit der Dichtwirkung.
Denn innere Dichtungsfläche, O-Ring und äußere Dichtungsfläche müssen ausreichend präzise zueinander positioniert sein. Dann wirkt eine gleichmäßige Verformungskraft auf den O-Ring.
Sie führt dazu, dass sich das Dichtungselement den Oberflächen der Bauteile anpasst und somit mögliche Lücken verschließt. Der Grad der Verformung wird als prozentuale Veränderung des Querschnitts definiert. Dieses Maß heißt auch Verpressung.
Unregelmäßigkeiten in den Oberflächen der Bauteile ergeben sich ganz automatisch aus der mechanischen Bearbeitung.
Beim Drehen oder Fräsen entstehen kleine Unebenheiten in der Werkstückoberfläche, die durchlässig für Flüssigkeiten oder Gase sind. Durch die Verformung des O-Rings werden solche Oberflächenfehler verschlossen und wirklich dichte Verbindungen hergestellt.
Beispiel Dichtwirkung
Ein verbreitetes Beispiel für den Einsatz von O-Ringen als Dichtungselement sind Kolben und Zylinder. Dabei handelt es sich um mechanische Bauteile, die in Verbrennungsmotoren aber auch pneumatischen und hydraulischen Systemen vorkommen.
Der Kolben bewegt sich im Zylinder auf und ab, da ein Medium Druck auf in ausübt. Dazu muss die Zylinderlaufbahn als eine Dichtfläche gegen die Umfangsfläche des Kolbens als zweite Dichtfläche abgedichtet werden.
Sonst kann der Kolben keine mechanische Kraft übertragen. Auch die Medien aus dem oberen und dem unteren Bereich des Zylinders würden sich dann mischen. Beim Pneumatikzylinder sind das zum einen Schmieröl für die Reibungsminderung und Luft als Medium für die Kraftübertragung.
O-Ringe verschließen die Lücken zwischen Kolben und Zylinder und sorgen so für die saubere Trennung der beiden Bereiche. Problematisch wird es dabei vor allem bei übermäßigen Oberflächendefekten.
Ein bekanntes Beispiel sind starke Längsriefen in der Zylinderlaufbahn, die ein Dichtungselement nicht mehr ausgleichen kann. Das führt zur Undichtigkeit. Beim Verbrennungsmotor kommt das einem gravierenden Motorschaden gleich, obwohl hier andere Dichtungselemente zum Einsatz kommen.
O-Ringe sitzen im eingebauten Zustand nicht locker zwischen den beiden Bauteilen, sondern in einer definierten Position.
Dieser Einbauraum wird auch als O-Ring Nut bezeichnet. Sie verläuft kreisrund durch eines der Bauteile des Dichtungssystems. Bei der Montage wird der O-Ring entweder von vorne in die Nut eingelegt oder unter leichter Dehnung oder Stauchung eingeschnappt.
Das ist dann notwendig, wenn die Nut nur von der Seite zugänglich ist. Verformt werden kann nur der Anteil der Dichtung, der von der Nut übersteht.
Durch den festen Sitz des O-Rings in seiner Nut sind eine sichere Montage und ein beschädigungsfreier Betrieb sichergestellt.

#3 O-Ringe: Abgrenzung zu anderen Dichtungselementen
Die zwei entscheidenden Merkmale von O-Ringen sind der runde Profilquerschnitt und ihre Elastizität. Anhand dieser Eigenschaften lassen sie sich auch von anderen gängigen Dichtungselementen abgrenzen.
- Flachdichtung: Eine Flachdichtung weist keinen runden, sondern einen rechteckigen Querschnitt auf. Sie kann jedoch genau wie ein O-Ring für eine Flanschverbindung zweier Rohre eingesetzt werden. Auch sie wird zwischen den beiden Dichtungsflächen verpresst, um die Dichtungswirkung herzustellen. Als Ausgangsmaterial für die Herstellung dienen meist Flachmaterialien aus unterschiedlichen Werkstoffen, aus denen die Dichtung herausgetrennt wird. Verbreitet ist dabei das Laserschneiden. Flachdichtungen müssen nicht über die elastischen Eigenschaften eines O-Rings verfügen, sodass neben Gummi auch Papier und Fasermaterialien zum Einsatz kommen. Neben runden Formen lassen sich auch rechteckige und unregelmäßig geformte Konturen herstellen.
- Profildichtung: O-Ringe können auch als Profildichtungen mit einem kreisrunden Profil definiert werden. In der Praxis versteht man unter Profildichtungen jedoch vor allem Dichtungen mit einer abweichenden Profilgeometrie. Das sind beispielsweise Lippendichtungen, U- und D-Profildichtungen oder andere Hohlkammerprofildichtungen, die typischerweise als Endlosmaterial zum Einsatz kommen. Sie finden sich im Haushalt an Türen und Fenstern, wo sie der Schall- und Wärmedämmung dienen. Genauso kommen sie natürlich auch in der Industrie zum Einsatz. Sie teilen die elastischen Eigenschaften von O-Ringen, werden jedoch zumeist lose gestoßen, statt eine geschlossene Form zu haben.
Definiertes Profil, elastisches Verhalten: O-Ringe lassen sich klar von anderen Dichtungsarten abgrenzen und das spiegelt sich auch im spezifischen Herstellungsprozess wider.

#4 O-Ringe: Herstellung und Toleranzen
O-Ringe haben einen kreisförmigen Querschnitt und müssen sich zudem elastisch verhalten. Davon leiten sich einige Anforderungen an die Fertigungsprozesse ab.
Zum einen können O-Ringe kaum aus einem Flachmaterial als Halbzeug herausgetrennt werden, da dabei der runde Profilquerschnitt verloren ginge.
Zum anderen sollte es idealerweise keine Nahtstelle geben, an der die Stöße eines Endlosmaterials verbunden sind. Dies würde nämlich nahezu zwangsläufig zu veränderten mechanischen Eigenschaften im Stoßbereich führen.
In der Praxis kommen vor allem zwei Verfahren für die O-Ring Herstellung zum Einsatz. Sie eignen sich für die Produktion von Standard O-Ringen in hohen Stückzahlen.
- Spritzgießen: Das Spritzgießen ist ein weit verbreitetes Verfahren in der Kunststoffverarbeitung. Dabei wird eine Kunststoffmasse unter Hitze aufgeschmolzen und unter Druck in eine geschlossene Form gepresst. Dort kann die Masse erkalten und sich verfestigen. Wenn die Form wieder geöffnet wird, lassen sich die erstarrten Teile entnehmen.
- Formpressen: Beim Formpressen kommt ebenfalls ein formgebendes Werkzeug zum Einsatz, das jedoch als Gesenk bezeichnet wird. Als Ausgangsprodukt dienen Abschnitte eines Rundrohrs, die mittels Extrusion hergestellt werden. Nachdem diese Rohlinge in das Gesenk eingelegt wurden, schließt sich das Werkzeug. Wiederrum wirken Druck und Hitze, sodass die Rohlinge im Gesenk die O-Ring Form annehmen.
Beide Verfahren kommen regelmäßig in der O-Ring Produktion zum Einsatz. Jedoch ist der Schwerpunt leicht unterschiedlich.
Während das Spritzgießen höhere Werkzeugkosten verursacht, bietet es auch ein größeres Effizienzpotenzial. Kurze Zyklen und eine hohe Automatisierung machen das Verfahren zur ersten Wahl für die Herstellung sehr großer Stückzahlen.
Mit etwas geringerem Automatisierungspotenzial, jedoch auch einer geringeren Investitionssumme, bietet sich das Formpressen für die Produktion kleinerer Serien an. Für beide Verfahren gilt jedoch: Beim Hersteller müssen Werkzeuge mit den richtigen Maßen vorhanden sein, um eine bestimmte O-Ring Größe herzustellen.
Hersteller bieten daneben häufig das Stoßvulkanisieren als Herstellungsverfahren für O-Ringe in Sondergrößen an. Dabei kommt eine endlose Rundschnur zum Einsatz. Sie wird passend abgelängt und an den Enden verbunden.
Unter diesem Prozess leidet jedoch die mechanische Belastbarkeit des O-Rings. Der Stoß wirkt als Schwachstelle, weil der Stoffverbund dort in der Regel geringer ausgeprägt ist.
Vulkanisation
Die Herstellungsverfahren geben O-Ringen nicht nur die richtige Form. Sie verleihen dem Ausgangsmaterial auch die notwendigen elastischen Eigenschaften.
Dazu läuft neben der Formgebung parallel ein weiterer Prozess ab: die Vulkanisation. Sie führt dazu, dass sich die Eigenschaften des Rohmaterials vernetzen. Im Ausgangszustand hat das Rohmaterial nämlich noch keine elastischen Eigenschaften. Erst unter der Einwirkung von Hitze während der Produktion entwickeln sich diese.
Damit werden aus chemischer Sicht aus Kautschuken Elastomere. Das ist eine Kategorie von Kunststoffen, die sich durch die hohe Elastizität auszeichnet. Nach wie vor werden sie in der Praxis auch als Gummis bezeichnet.
Sie sind dadurch gekennzeichnet, dass ihre einzelnen Moleküle stark miteinander vernetzt sind.
So können sie sich nicht dauerhaft gegeneinander verschieben, wenn der Körper verformt wird. Stattdessen schwingen sie nach der Entlastung von einer Verformung wieder in den Urzustand zurück.
Die Werkzeuge geben vor, welche Maße die O-Ringe im fertigen Zustand annehmen. Dies beeinflusst wiederum viele Teilaufgaben in der Auslegung einer O-Ring Abdichtung, sodass Größenstandards die Arbeit in der Praxis erleichtern.

#5 O-Ringe: Tabellen und Abmessungen
Zwei wesentliche Maße definieren O-Ringe aus geometrischer Sicht: der Durchmesser des Rings und der Durchmesser des kreisrunden Querschnitts (Schnurstärke, kurz CS). Dabei hat sich der Innendurchmesser (ID) des Rings als Nennmaß durchgesetzt, sodass die allgemeine Größenbezeichnung nach dem Schema „ID x CS“ erfolgt.
Mit dieser Angabe sind zwar die Abmessungen des O-Rings bestimmt. Für eine Bestellung sollten jedoch zusätzlich auch Werkstoff, Toleranzen und Qualitätsanforderungen definiert werden. Zumindest für anspruchsvollere Anwendungen ist das unbedingt empfehlenswert.
Um die Arbeit mit O-Ringen zu vereinfachen, gibt es standardisierte Größentabellen. Sie sind Bestandteil der zugehörigen nationalen und internationalen O-Ring Normen. Neben der Definition der Größen und ihrer Bezeichnung regeln diese noch weitere Themenbereiche der O-Ring Anwendung.
Käufer von O-Ringen müssen dadurch bei der Bestellung von O-Ringen nicht alle Anforderungen selbst auflisten. Sie können sich auch auf die Standardvorgaben der passenden Norm beziehen. Damit erhalten sie O-Ringe in einer definierten Qualität.

#6 O-Ringe: Überblick über die wichtigsten Normen
Die Normen und ihre zugehörigen O-Ring Tabellen haben unterschiedliche Entstehungsgeschichten. So gibt es industriespezifische Standards genauso wie allgemein gefasste Normen.
Nationale und internationale Normen existieren parallel zueinander, wobei die Verwender von O-Ringen frei über die Anwendung der entsprechenden Normen entscheiden können. Am häufigsten kommen dabei die folgenden Tabellen zum Einsatz.
AS568
AS568 ist die weltweit dominierende Norm für O-Ringe in zölligen Abmessungen. Zwar steht „AS“ für Aerospace Standard, doch O-Ringe in den genormten Größen kommen heute in allen Industrien zur Anwendung.
Die Größentabelle nummeriert die definierten Kombinationen von Innendurchmesser und Schnurstärke laufend, sodass diese Nummer eine eindeutige Identifizierung zulässt. Während sich die in Zoll definierten Schnurstärken von umgerechnet 1,02 bis 6,99 mm bewegen, liegt der maximale Innendurchmesser bei ca. 660 mm.
Auch in Ländern mit einem metrischen System kommt die Norm zur Anwendung. Das gilt für die Ersatzteilbeschaffung genau wie für die Auslegung neuer Systeme.
BS 1806
Bei BS 1806 handelt es sich um einen britischen Standard. Die Größentabelle enthält ebenfalls Angaben zu Innendurchmesser und Schnurstärke in Zoll.
Obwohl sich die Größentabelle teilweise mit AS568 überschneidet, ist sie dennoch relevant, denn sie definiert O-Ringe in Abmessungen, die zwischen den Größenschritten von AS568 liegen.
DIN 3771
DIN 3771 ist eine deutsche Norm für O-Ringe in allgemeinen Dichtungsanwendungen. Entsprechend dem offiziellen Maßsystem definiert die Größentabelle metrische Abmessungen.
Aus globaler Sicht ist sie damit das metrische Pendant zur AS568. Die Größentabellen beider Normen zusammen decken die überwiegende Mehrzahl aller gängigen metrischen und zölligen Abmessungen ab.
DIN 3771 umfasst aber weit mehr als die Größentabelle und die korrekte Bezeichnung der O-Ringe. Sie definiert gleichzeitig die zulässigen Toleranzen und sonstigen qualitätsrelevanten Eigenschaften der Dichtungselemente.
Darüber hinaus beschreibt ein Teil der Norm das Verfahren zur korrekten Auslegung des Einbauraums. Techniker erhalten damit umfassende Unterstützung bei der Auslegung von Abdichtungen.
ISO 3601
Diese internationale Norm führt in ihrer Größentabelle zöllige Maße und metrische Maße zusammen. Auf diese Weise kombiniert und vereinheitlicht sie die Vorgaben der vorherrschenden Einzelnormen.
Damit hat sie nicht nur die deutsche DIN 3771, sondern viele weitere nationale Normen in der Praxis weitgehend ersetzt. Auch bei den weiteren Inhalten hat die Norm einen sehr umfassenden Ansatz.
Ähnlich wie DIN 3771 macht sie Vorgaben zu Toleranzen, Einbauräumen und Qualität. Zusammen mit den O-Ring Abmessungen sind das entscheidende Faktoren für eine funktionierende Abdichtung.
In Sachen Werkstoffe geht ISO 3601 jedoch deutlich über alle anderen Normen hinaus. Sie definiert Mindestanforderungen für gängige Gummiwerkstoffe und gibt den Anwendern damit zusätzliche Sicherheit. Schließlich müssen als normgerecht bezeichnete O-Ringe diese Anforderungen erfüllen.
ISO 3601 in der Praxis
Einen passenden O-Ring für einen gegebenen Einbauraum finden: das ist eine Standardaufgabe in der Instandhaltung technischer Systeme. Denn das Zusammenspiel von O-Ring und Einbauraum bestimmt die Verpressung und damit die Dichtungsleistung.
Oft bieten bereits bestehende Abdichtungen in dieser Hinsicht Raum für Verbesserungen und es kann ein besser geeigneter O-Ring in das bestehende System montiert werden. Größentabellen wie die der ISO 3601 machen diese Aufgabe leicht.
In Abhängigkeit vom Anwendungsfall lässt sich in den Tabellen die ideale Größe finden.
Genauso funktioniert es andersherum. Ist die Größe des O-Rings fix, können Techniker die Vorgaben der Norm für den passenden Einbauraum ablesen. So können neue Abdichtungen von Anfang an ideal ausgelegt werden.
Doch auch bestehende Einbauräume lassen sich teilweise nacharbeiten, sodass sie einen besser geeigneten O-Ring aufnehmen. Damit wird die nachträgliche Steigerung der Leistungsfähigkeit einer Dichtung möglich.

#7 O-Ringe: Vorteile von Größentabellen
Die relevanten O-Ring Normen beinhalten mehr als nur die Größentabellen und Regelungen zur Bezeichnung der Dichtungselemente.
Sie sind eine wichtige Richtlinie bei der korrekten Auslegung von Abdichtungen. Gerade diese Größentabellen sind jedoch noch für einen weiteren Bereich besonders wertvoll: für den Einkauf der O-Ringe.
Hier können sie Komplexität reduzieren und Lieferbeziehungen vereinfachen. Das lässt sich vor allem an drei Faktoren festmachen.
- Qualität: O-Ringe, die unter Bezugnahme auf eine Norm angeboten werden, müssen auch den Anforderungen dieses Standards entsprechen. Für viele einfache O-Ring Anwendungen ist es damit nicht notwendig, eigene Vorgaben zu Toleranzen oder zulässigen Oberflächenabweichungen zu machen. Wenn sie in genormten Größen hergestellt werden, stammen O-Ringe zudem aus der Großserienfertigung. Hier herrschen stabile Bedingungen und definierte Prozesskontrollen, sodass eine hohe und gleichbleibende Erzeugnisqualität zu erwarten ist.
- Preis: Standard O-Ringe haben eine hohe Nachfrage aus den unterschiedlichsten Industrien. Gleichzeitig bieten die Normen eine zusätzliche Transparenz, sodass Preisvergleiche zwischen unterschiedlichen Anbietern möglich werden. Durch das attraktive Preisniveau können Anwender bei Standardgrößen auch zu hochwertigeren Werkstoffen greifen, ohne die Kosten zu vervielfachen. Damit steigern sie die Haltbarkeit der Dichtung und gleichzeitig die gesamte Wirtschaftlichkeit.
- Verfügbarkeit: Egal ob ungeplanter Defekt oder intervallmäßige Wartung, die Verfügbarkeit von O-Ringen kann kritisch für den Betrieb von Maschinen oder ganzen Anlagen sein. Ohne den richtigen O-Ring stehen Baumaschinen oder ganze Linien in der Lebensmittelproduktion. Die Verwendung von genormten O-Ringen ist die beste Versicherung gegen teure Lieferprobleme. Anbieter haben O-Ringen in Normgrößen aus vielen Werkstoffen lagernd. Auch spezielle Werkstoffqualitäten können sie meist kurzfristig liefern.
Die Verwendung möglichst standardisierter O-Ringe erleichtert die gesamte Prozesskette von der erstmaligen Auslegung bis zur Wartung einer Abdichtung.
So schaffen die Anwender eine zuverlässigere Abdichtung zu geringeren Kosten und optimieren damit den gesamten Lebenszyklus des betroffenen technischen Systems.

#8 O-Ringe: Anforderungen an Werkstoffe
Die unterschiedlichen Charakteristika von O-Ring Werkstoffen erlauben die Auswahl des Materials mit der jeweils besten Eignung. Dabei müssen Techniker immer einen Kompromiss aus der Erfüllung der unterschiedlichen Anforderungen finden. Diese lassen sich in mehrere Kategorien bündeln.
- Mechanische Eigenschaften: O-Ringe stehen im Einsatz unter Druck, denn sie werden zwischen den Dichtungsflächen verpresst. Die Härte eines O-Rings gibt den Ausschlag, wie stark er sich unter einer Druckkraft verformt.
Weniger harte O-Ring passen sich besser den Dichtungsflächen an. Sie können aber auch leichter durch andere Einflüsse beschädigt werden. Die Elastizität bemisst sich daran, wie viel bleibende Verformung ein einmal verpresster O-Ring zurückbehält.
Dieser werkstoffabhängige Kennwert wird als Druckverformungsrest bezeichnet.
Je besser O-Ringe zurückfedern, desto anpassungsfähiger sind sie auf Dauer, wenn sich die Position der Dichtungsflächen zueinander ändert. Neben dem Druck wirkt in vielen Anwendungen auch eine Reibungsbelastung auf O-Ringe.
Schließlich bewegen sich etwa Kolben und Zylinder regelmäßig gegeneinander. Der O-Ring reibt dabei über zumindest eine der Dichtungsflächen. Werkstoffe mit geringer Reibung halten solchen Einsatzbedingungen leichter Stand und sorgen für einen gleichmäßigen Bewegungsablauf.
O-Ringe müssen daneben häufig gedehnt werden, damit sie in ihre Montageposition gelangen. Werkstoffe mit geringerer Reißdehnung muss das Personal bei der Montage mit besonderer Sorgfalt behandeln.
- Medienbeständigkeit: Luft und Öl sind nur zwei Beispiele für Medien, mit denen O-Ringe im Betrieb von technischen Systemen in Berührung kommen. Doch O-Ringe dichten nicht nur Kolben und Zylinder ab.
Sie befinden sich auch an den Verbindungsstellen von Rohrleitungen oder an Revisionsklappen von Produktionsanlagen in der Chemie-, Pharma- oder Lebensmittelproduktion. Daher können nahezu alle Medien auf O-Ringe einwirken.
Säuren, Laugen, Öle und Fette oder Lösungsmittel sind häufige Kontaktmedien. Nicht jeder O-Ring Werkstoff reagiert gleich, wenn er mit einer bestimmten Chemikalie in Kontakt kommt. Schließlich greifen Lösungsmittel vor allem Stoffe an, die einen ähnlichen chemischen Aufbau aufweisen.
Die unterschiedlichen O-Ring Werkstoffe verfügen über eine individuelle Zusammensetzung, die darüber entscheidet, wie sie sich im Medienkontakt verhalten. Sind sie anfällig für ein bestimmtes Medium, kann dies sie zum übermäßig Quellen oder Schwinden bringen. Darunter leidet die Dichtwirkung. - Temperaturbeständigkeit: Als dritte Komponente für Werkstoffanforderungen gilt die thermische Stabilität.Der Begriff Temperaturbeständigkeit drückt dabei aus, über welchen Temperaturbereich die Eigenschaften eines bestimmten Werkstoffes ausreichend stabil bleiben.
So verlieren viele O-Ringe unter Hitze allmählich ihre elastischen Eigenschaften. Das macht sich durch einen höheren Druckverformungsrest bemerkbar.
Auch die chemischen Prozesse zwischen einem O-Ring und einem Kontaktmedium können abhängig von der Temperatur schneller oder langsamer ablaufen.
Die Anforderungen an mechanische Eigenschaften, Medienbeständigkeit und Temperatureignung von O-Ring Werkstoffen lassen sich nicht voneinander trennen. Schließlich beeinflussen sie sich gegenseitig.
So kann ein Werkstoff beispielsweise gut für den dauerhaften Kontakt mit heißem Wasser bis 80 Grad geeignet sein. Wird das Medium aber deutlich heißer, büßt der O-Ring schnell an seinen mechanischen Eigenschaften ein und verliert seine Dichtwirkung.
Ist dieser Fall zu erwarten, müssen die Ingenieure einen anderen Werkstoff mit besserer Heißwassereignung auswählen. Dabei dürfen sie wiederum nicht die grundlegenden mechanischen Eigenschaften aus den Augen verlieren.

#9 O-Ringe: Die wichtigsten Werkstoffe im Überblick
Zahlreiche verschiedene Basiselastomere und noch mehr unterschiedliche Werkstoffmischungen: Das heutige O-Ring Sortiment bietet sehr viele Möglichkeiten für die Auswahl des passenden Werkstoffes. Dabei haben sich in der Praxis für einige Werkstoffe bestimmte Anwendungsschwerpunkte herausgebildet.
FFKM O-Ringe
FFKM ist ein chemisch hochbeständiger O-Ring Werkstoff. Nahezu keine Chemikalie kann dieses Material angreifen.
Damit sind FFKM O-Ringe für Anwendungsfälle in allen Industrien geeignet. Dazu trägt auch die extrem hohe Temperaturbeständigkeit bei.
In einer Standardqualität liegt die allgemeine Temperaturobergrenze von FFKM bei 260 Grad. Besondere Rezepturen sind sogar bis 340 Grad stabil. FFKM ist ein sogenanntes fluoriertes Elastomer. Das Material wird auch als Perfluorkautschuk bezeichnet, wobei der Fluorgehalt für die besonders gute Medienbeständigkeit verantwortlich ist.
Bedingt durch die aufwendige Verarbeitung ist FFKM ein sehr kostenintensiver O-Ring Werkstoff. In der Praxis wird FFKM auch häufig mit gängigen Handelsnamen bezeichnet. Dazu gehören Kalrez von Dupont oder Simriz von Freudenberg.
FKM O-Ringe
Ebenso wie FFKM ist auch FKM ein fluoriertes Elastomer. Allerdings ist der Fluorgehalt von FKM geringer ausgeprägt. Daraus ergibt sich die im Vergleich zu FFKM etwas weniger starke Medienbeständigkeit.
Auch die Hitzebeständigkeit leidet unter dem reduzierten Fluorgehalt, sodass die maximale Einsatztemperatur bei 200 Grad liegt.
Zwar unterliegt FKM im Vergleich mit Hochleistungswerkstoff FFKM deutlich, doch der Werkstoff bietet auch so eine insgesamt hohe Medienbeständigkeit über ein breites Temperaturband.
Positiv ist die gegenüber FFKM höhere Elastizität. Für viele Anwendungen ist das Leistungsprofil von FKM mehr als ausreichend und gewährleistet zuverlässige Abdichtungen. Die Anwender profitieren gleichzeitig vom deutlich niedrigeren Kostenniveau.
Das macht FKM zu einem Standardwerkstoff in vielen Industrien. Hersteller und Anwender bezeichnen FKM auch als FPM oder mit dem Markennamen Viton.
VMQ O-Ringe
O-Ringe aus dem Werkstoff VMQ werden auch als Silikon O-Ringe bezeichnet. Silikon als Basiselastomer zeichnet eine besonders hohe Reinheit aus.
Daher ist das Material in seinem Grundzustand auch transparent. In der Anwendung als O-Ring bringt das den Vorteil mit sich, dass das Material kaum mit anderen Stoffen interagiert. Eine unerwünschte Beeinflussung von Stoffen, die mit dem O-Ring in Kontakt kommen, findet also kaum statt.
Damit ist der Werkstoff für den Einsatz in besonders sensiblen Bereichen geeignet. Beispielsweise haben die Medizin- und Lebensmitteltechnik sehr hohe Anforderungen an die Materialien, die für die Produktionsprozesse eingesetzt werden.
Silikon ist nicht nur gesundheitlich unbedenklich, sondern zudem geruchs- und geschmacklos, sodass sie den Geschmack von Lebensmitteln nicht beeinflussen. Zusätzlich kann VMQ in einem sehr breiten Temperaturbereich zum Einsatz kommen.
Von sehr niedrigen Temperaturen bis -60 bis zu 230 Grad behält der Werkstoff seine dichtungsrelevanten Eigenschaften. Schwächen des Werkstoffes stellen der hohe mechanische Abrieb und die geringe Dehnbarkeit dar.
EPDM O-Ringe
EPDM stellt für viele Anwendungen eine interessante Alternative zu FKM dar. Das gilt insbesondere dann, wenn die O-Ringe in Kontakt mit heißem Wasser und Dampf kommen. Das Material ist daher vor allem im Heizungs- und Sanitärbereich sehr verbreitet.
Es eignet sich wegen seiner Unbedenklichkeit jedoch auch für den Einsatz in der Lebensmittelindustrie. Auch hier kommt dem Werkstoff die Unempfindlichkeit gegen heißes Wasser und Dampf zugute.
Viele Produktionsanlagen nutzen nämlich die Dampfsterilisation zur regelmäßigen Reinigung. Hier kommt sehr heißer Dampf zum Einsatz, der andere Dichtungsmaterialien beschädigen kann. In Sachen Abriebfestigkeit liegt der Werkstoff auf einem sehr hohen Niveau, sodass er sich auch dann eignet, wenn die Dichtungsstelle regelmäßig bewegt wird.
Neben der allgemeinen Bezeichnung EPDM wird der Werkstoff auch unter Handelsnamen wie Keltan, Vistalon oder Nordel geführt.
Eigenschaften | Werkstoffe | ||||
FFKM | FKM | VMQ | EPDM | NBR | |
Abriebfestigkeit | gut | gut | ausreichend | gut | gut |
Druckverformungsrest | ausgezeichnet | sehr gut | gut | gut | sehr gut |
Ozonbeständigkeit | ausgezeichnet | sehr gut | sehr gut | gut | mangelhaft |
Beständigkeit gegen Öl und Fett | ausgezeichnet | sehr gut | ausreichend | mangelhaft | gut |
Beständigkeit gegen heißes Wasser/ Dampf bis | 210°C | 120°C | 100° | 150°C | 80°/- |
Temperaturobergrenze in Standardmischung | 270° | 200° | 200° | 150° | 100° |
NBR O-Ringe
Im Gegensatz zu EPDM hat der O-Ring Werkstoff NBR bei Dampf seine Schwächen. Doch dafür hat er sehr gute mechanische Eigenschaften zu bieten. Dazu zählen vor allem eine hohe Reiß- und Abriebfestigkeit.
Auch wenn die Dichtungsstelle starken äußeren Einflüssen oder häufigen Bewegungen ausgesetzt ist, ist NBR elastisch genug, um sie zuverlässig zu verschließen.
Dabei sollte jedoch der Einsatz von NBR O-Ringen an der Umgebungsluft und im Außenbereich vermieden werden. Das in der Luft enthaltene Ozon greift das Material an und lässt es seine Dichtungswirkung verlieren.
Eine Abhilfe stellen besondere Compounds dar, die Ozonschutzmittel enthalten. Die Hitzebeständigkeit des Werkstoffes liegt mit 100 Grad deutlich unter der alternativer O-Ring Materialien. Große Hersteller vermarkten NBR O-Ringe unter den Markennamen Perbunan oder Europrene.
Werkstoffmischungen
Moderne O-Ring Werkstoffe haben viele Bestandteile, deren Mischungsverhältnis durch Rezepturen bestimmt wird. Diese individuellen Rezepturen werden auch als Compounds bezeichnet.
So gehen neben den Basiselastomeren noch viele weitere Stoffe in einen O-Ring ein. Sie dienen vor allem dazu, die Eigenschaften des Enderzeugnisses gezielt zu verändern.
Bei einigen Stoffen liegt das Hauptaugenmerk jedoch auch bei der Vereinfachung der Verarbeitungsprozesse. Die Möglichkeiten sind vielseitig, denn Rezepturbestandteile können unter anderem die Farbe, Alterungsbeständigkeit und Elastizität der O-Ringe beeinflussen.
Während Zusatzstoffe, die in kleinen Mengen beigefügt werden, als Additive bezeichnet werden, kommen sogenannte Füllstoffe in höheren Konzentrationen zum Einsatz. Sie dienen neben der Eigenschaftsverbesserung auch zur Reduktion der Kosten. Schließlich sinkt mit ihrem steigenden Anteil der Gehalt des Basiselastomers.
Verschiedene Compounds mit einem gemeinsamen Basiselastomer können sich untereinander erheblich unterscheiden. Während ein FFKM O-Ring in Standardqualität bis 260 Grad beständig ist, können hitzeoptimierte Compounds auch Dauertemperaturen bis 330 Grad standhalten.
Vor allem die Medienbeständigkeit der O-Ring Werkstoffe lässt sich jedoch kaum zusammenfassen.
Beispielsweise kann ein Werkstoff empfindlich gegen Silikonöl sein, wogegen er gegenüber tierischen Ölen keinerlei Anfälligkeiten zeigt.
Ob ein O-Ring Werkstoff für spezifische Kontaktmedien geeignet ist, können daher nur detaillierte Beständigkeitslisten aussagen. Diese stellen für jeden Werkstoff die Eignung gegenüber mehreren hundert spezifischen Stoffen dar.

#10 O-Ringe: Flanschdichtung, Kolbendichtung und Stangendichtung
Die Gestaltung des Einbauraums beginnt mit der allgemeinen Betrachtung der Dichtungsstelle. Abhängig von der abzudichtenden Verbindung lassen sich zwei Anwendungen von O-Ringen unterscheiden.
Sie können als unbewegte (statische) oder bewegte (dynamische) Dichtungen zum Einsatz kommen. Das ist der Unterschied: Unbewegte Dichtungen finden sich überall dort, wo die beiden gegeneinander abzudichtenden Bauteile keine regelmäßigen Bewegungen zueinander ausführen.
Bauteile, die sich in einer wiederkehrenden Relativbewegung befinden, bilden eine dynamische Dichtung.
Während die statische Dichtung den absoluten Standardfall für die Verwendung von O-Ringen ausmacht, sind dynamische Dichtungen kritischer zu betrachten.
Zwar gibt es viele Werkstoffe, die grundsätzlich für bewegte Abdichtungen geeignet sind und über die passende Gestaltung des Einbauraums lässt sich die Reibung minimieren. Doch Techniker sollten bei der Auslegung ebenfalls alternative und leistungsfähigere Arten der Abdichtung prüfen.
Neben der Unterscheidung von bewegter und unbewegter Abdichtung gibt es noch eine weitere wichtige Kategorisierung. Sie bezieht sich auf die Einbauart der Dichtungselemente.
Flanschdichtung
Die Flanschdichtung ist wohl der einfachste Fall für den Einbau eines O-Rings. Bei dieser Art der Abdichtung befindet sich der O-Ring beispielsweise zwischen den Stößen zweier Rohre. Beide sind mit einem Flansch für die Verschraubung ausgestattet.
Zusätzlich befindet sich in einem Flansch eine Nut, die den O-Ring aufnimmt. Diese Nut ist axial zur Montagerichtung angeordnet.
Der O-Ring kann von vorne in die Nut eingelegt werden, bevor die Verbindung geschlossen und durch das Anziehen der Schrauben gesichert wird. Dabei verformt sich der O-Ring um das definierte Maß, sodass sich die Dichtwirkung einstellt.
Die Druckkraft, die zur Verpressung führt, folgt analog zur Montagerichtung in der Längsachse der Rohre. Daher wird diese Art der Dichtung auch als axial dichtendes System bezeichnet.
Solche Flanschdichtungen finden sich nicht nur an Rohrverbindungen, sondern auch am Verschluss von Wartungsklappen und anderen Revisionsöffnungen von Leitungen und technischen Geräten. Eine Flanschdichtung ist immer auch eine unbewegte Dichtung, sodass mechanische Reibung durch die Bewegung der Bauteile zueinander keine Rolle spielt.
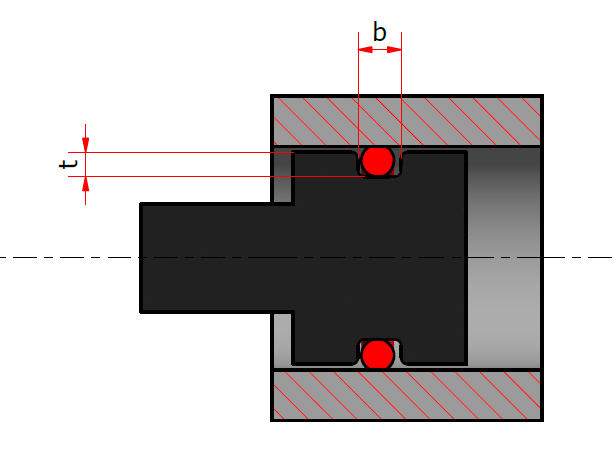
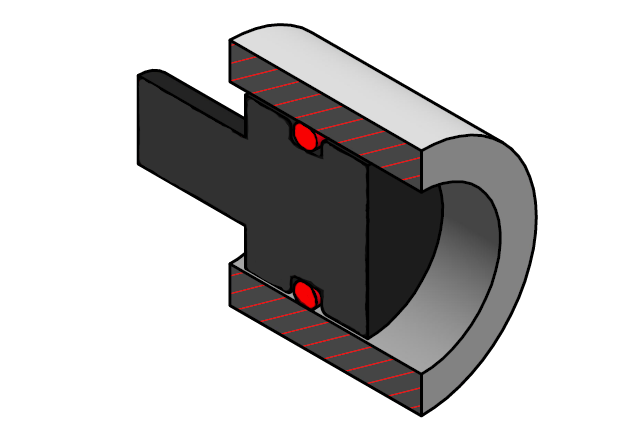
Kolbendichtung
Eine Kolbendichtung unterscheidet sich von der Flanschdichtung vor allem anhand der Einbaurichtung des O-Rings und der Positionierung der Bauteile zueinander. Denn dabei werden die beiden abzudichtenden Bauteile ineinander eingeführt.
Ein Kolben befindet sich im Zylinder, wobei die Dichtflächen ringsherum aneinander liegen. Dazwischen liegt der O-Ring, der den Spalt zwischen den beiden Bauteilen ausfüllt. Damit kann der O-Ring nicht einfach von vorne in die Nut eingelegt werden wie bei der Flanschdichtung.
Bei der Kolbendichtung befindet sich die Nut am Außendurchmesser des Kolbens. Vor der Montage der Bauteile muss ein Monteur den O-Ring einlegen und dann die Teile ineinander führen. Die Verpressung erfolgt dann zwischen den Dichtflächen von Kolben und Zylinder – und zwar orthogonal zur Montagerichtung der beiden Bauteile.
Kolbendichtungen heißen daher auch radial dichtende Systeme.
Durch diese Art der Montage dichtet der O-Ring bei einer Kolbendichtung auf zwei Weisen. Während er weitestgehend unbewegt in der Nut im Kolben sitzt und diese Seite statisch abdichtet, gleitet er auf der anderen Seite über die Zylinderlaufbahn.
Damit stellt eine Kolbendichtung in den meisten Fällen auch eine bewegte Abdichtung dar. Ausgehend von der Dichtwirkung am Außendurchmesser spricht man bei einer Kolbendichtung von einer außendichtenden Bauweise.
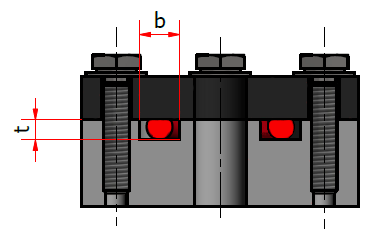
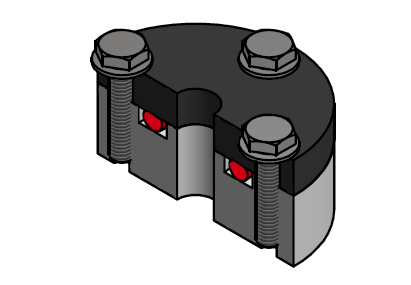
Stangendichtung
Auch Stangendichtungen kommen bei der Abdichtung von Kolben und Zylinder zum Einsatz. Was sich jedoch ändert, das ist die Platzierung der Einbaunut für den O-Ring.
Statt im Innenteil wie bei der Kolbendichtung, sitzt die Nut bei der Stangendichtung im Außenteil oder Zylinder. Damit liegt der Außendurchmesser statisch am Grund der Nut im Zylinder an. Bei der Bewegung des Kolbens im Zylinder gleitet der Innendurchmesser jedoch über die Kolbenoberfläche.
Der O-Ring wirkt also innendichtend. Die Verpressung unterscheidet sich in ihrer Richtung nicht zur Kolbendichtung, sodass es sich hierbei ebenfalls um ein radial dichtendes System handelt.

#11 O-Ringe: Rechtecknut, Trapeznut und Dreiecksnut
Die Einbauart sagt aus, in welcher Orientierung die Verformung auf den O-Ring wirkt. Daneben gibt sie Aufschluss darüber, wie die Einbaunut in den Bauteilen angeordnet ist. Darüber hinaus lässt sich die Nut auf unterschiedliche Arten ausformen. Auch hier gibt es Vor- und Nachteile bei Herstellung und Montage.
Rechtecknut
Die Rechtecknut ist die einfachste und wirtschaftlichste Form eines O-Ring Einbauraums. Weil die Flanken der Nut im Wesentlichen rechtwinklig zum Grund der Nut stehen, lässt sich die Geometrie sehr leicht mit gängigen Bearbeitungsverfahren herstellen.
Beim Drehen der Nut kann das Werkzeug über die gesamte Breite in das Werkstück eingreifen. Damit lässt sich auf wirtschaftliche Weise ein ausreichend genauer Einbauraum herstellen.
Trapeznut
Trapeznuten sind auch unter der Bezeichnung Schwalbenschwanznut bekannt. Der Begriff beschreibt die Anordnung der Nutflanken zueinander.
Während die Breite der Nut am Grund maximal ist, bewegen sich die Flanken nach oben hin aufeinander zu.
Damit verengt sich der Freiraum in der Nut zur Oberfläche des Bauteils. Aufgrund der besonderen Form ist diese Nut geeignet, O-Ringe in der Nut zu fixieren. Sie können also nicht wie bei der Rechtecknut über die gesamte Breite wandern, sondern sind fest fixiert.
In der Praxis ist das vor allem dann von Nutzen, wenn die Abdichtung häufig geöffnet wird. Die Nut hält den O-Ring in Position und verringert so den Aufwand bei der Wartung und die Beschädigungsgefahr.
Verglichen mit der Rechtecknut sind die Herstellungskosten jedoch ungleich höher, sodass die Trapeznut nur in begründeten Fällen zur Anwendung kommt.
Dreiecksnut
Nuten in Flanschverbindungen können auch als Dreiecknut hergestellt werden. Dabei wird der O-Ring im eingebauten Zustand nicht zwischen zwei Dichtflächen, sondern zwischen drei Kontaktflächen verpresst.
Im Ergebnis ist es schwierig, die Sollwerte für die Verformung des O-Rings genau einzuhalten. Der Einbauraum bietet zudem wenig Platz, falls der O-Ring im Medienkontakt sein Volumen vergrößert.
Auch was die Einhaltung der Fertigungstoleranzen angeht, ist die Dreiecksnut eine Herausforderung. Sie wird dementsprechend nur in besonderen Fällen empfohlen. Beispielsweise kann sie helfen, besondere maßliche Anforderungen an eines der Bauteile

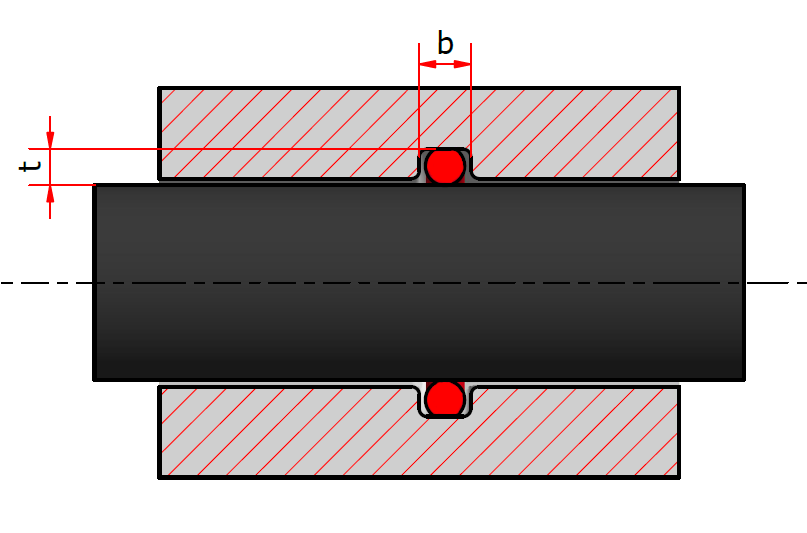
#12 O-Ringe: Relevante Maße für die Nutgeometrie
Schnurdurchmesser des O-Rings, Dichtspalt zwischen den beiden abzudichtenden Bauteilen und die Tiefe der Einbaunut: Die Kombination dieser Parameter bestimmt die Dichtwirkung.
Verändert der Techniker während der Auslegung einen dieser Werte, ändert sich auch die Verpressung. Daher muss das Dichtungssystem immer in seiner Gesamtheit betrachtet werden.
Bei der maßlichen Bestimmung der Nut liegt daher das oberste Augenmerk auf der Tiefe.
Nuttiefe
Die Nuttiefe ist ein wesentliches Maß zur Festlegung der späteren Verpressung des O-Rings.
Für ein dauerhaft stabiles Dichtungssystem ist eine Mindestverpressung notwendig. Daraus lässt sich ableiten, dass die Nuttiefe stets geringer sein muss als die Schnurstärke des O-Rings. Unter dem Druck gleitet das Material des O-Rings in die Unebenheiten der Dichtungsflächen und gleicht sie aus.
Mit der Verpressung werden auch Ungenauigkeiten in der Positionierung der Bauteile zueinander ausgeglichen. Schließlich kann es zu einer mehr oder weniger stark ausgeprägten Exzentrizität zwischen Kolben und Zylinder kommen.
Eine zu geringe nominelle Verpressung kann dafür sorgen, dass an einer bestimmten Stelle des Durchmessers gar keine Verpressung und damit auch keine Dichtwirkung verbleibt.
Eine zu hohe Verpressung ist dabei ebenfalls kontraproduktiv, da die Verformungskräfte auf den O-Ring zunehmen.
Für den dynamischen Einsatz kommt außerdem der Reibung eine besondere Bedeutung zu. Je stärker der O-Ring verformt wird, desto größer ist die entstehende Reibung. Das sorgt nicht nur für Energieverluste im technischen System, sondern auch für mechanische Schäden am O-Ring.
Ganz allgemein lassen sich die Werte für die empfohlene Verpressung für statische und dynamische Dichtungsfälle wie folgt angeben:
- Statische Dichtung: 15 bis 30 Prozent
- Dynamische Dichtung: maximal 20 Prozent
Die Nuttiefe ist so zu wählen, dass sie im Zusammenspiel mit den anderen Komponenten eine Verpressung im jeweiligen Soll-Bereich sicherstellt.
Stick-Slip-Effekt
In dynamischen Abdichtungen lässt sich oft ein Phänomen beobachten, dass als Stick-Slip-Effekt bekannt ist.
Bei diesem auch als Ruckgleiten bezeichneten Vorgang kommt es zu einer Veränderung der Reibungsverhältnisse an der Dichtstelle, während sich die Maschinenteile bewegen.
Im Ergebnis ist die gewünschte Bewegung nicht gleichförmig, sondern ruckartig und stockend. Dabei entstehen auch Geräusche und Vibrationen, die den jeweiligen Prozess stören können.
Das Rucken entsteht aus physikalischer Sicht am Übergang zwischen Haft- und Gleitreibung. Je kleiner die Haftreibung ist, desto gleichförmiger können auch langsame Bewegungen ausgeführt werden.
Um das Rucken zu vermeiden, kommen in dynamischen Abdichtungen bevorzugt O-Ringe mit optimierten Reibungswerten zum Einsatz. Auch die Verpressung und damit die passende Nuttiefe kann die Reibung minimieren.
Nutbreite
Zusammen mit der Tiefe bestimmt die Breite im Wesentlichen die Form einer Rechtecknut.
Dabei kommt der Nutbreite keine direkte Funktion im Zusammenhang mit der Verpressung zu. Sie ist eher dafür ausschlaggebend, wie weit sich der O-Ring im eingebauten Zustand zu den Seiten bewegen kann.
Um einen O-Ring aufzunehmen, muss die Nutbreite mindestens der Schnurstärke des O-Rings entsprechen. In der Praxis werden aber größere Nutbreiten gewählt. Diese Notwendigkeit ergibt sich aus dem Quellverhalten der O-Ring Werkstoffe.
Wenn sie mit bestimmten Medien in Kontakt kommen, nehmen sie Bestandteile davon auf und vergrößern ihr Volumen.
Damit benötigen die O-Ringe mehr Platz in Nut. Eine breitere Nut bietet dem O-Ring Raum, um sich zu den Seiten auszubreiten. Daher ist es Standard, die Breite so auszulegen, dass der verpresste O-Ring 85 Prozent der Nut einnimmt.
Daneben hat die Nutbreite in druckbeaufschlagten Abdichtungen eine weitere Funktion. So stellt sie sicher, dass Medium von der Druckseite über den Durchmesser gleichmäßig in den Dichtspalt eintreten kann.
Damit wirkt eine homogene Druckkraft auf den O-Ring, was der Haltbarkeit zugutekommt. Kontraproduktiv ist eine zu breite Nut vor allem bei Abdichtungen mit wechselnden Druckverhältnissen.
Der O-Ring kann von einer Flanke der Nut zur anderen wandern, wenn sich die Richtung des Drucks verändert. Das erzeugt wiederum Reibung, die den O-Ring mechanisch beschädigt.
Weitere Auslegungsparameter
Während Tiefe und Breite der Nut diese im Wesentlichen bestimmen, müssen Techniker im Detail noch mehr spezifizieren, um für eine fachgerechte Ausführung des Einbauraums zu sorgen. Dazu gehören Nutradius, Winkel der Nutflanken und Einführschrägen.
Nutradius
Alle Kanten, mit denen der O-Ring in der Einbaulage in Berührung kommt, müssen verrundet sein.
Diese Anforderung lässt sich sogar auf alle Kanten erweitern, die während der Montage mit dem O-Ring überfahren werden müssen. Schließlich stellen alle scharfen Kanten ein Beschädigungspotenzial dar.
Der O-Ring kann daran gequetscht oder Material abgeschert werden, was die Lebensdauer der Dichtung deutlich reduziert. Bezogen auf die Einbaunut, stehen besonders die Ober- und Unterkante der Nut im Fokus.
Die Kanten zwischen Nutgrund und Nutflanken einerseits sowie Nutflanken und Oberfläche andererseits müssen mit einem Radius versehen werden.
Winkel der Nutflanken
Obwohl die Nutflanken bei einer Rechtecknut im Allgemeinem in einem rechten Winkel zum Nutgrund stehen, sind Variationen möglich. Jedoch wird empfohlen, den Winkel um maximal 5 Grad zu erhöhen.
Dies dient vor allem dazu, um fertigungstechnische Anforderungen zu erfüllen.

#13 O-Ringe: Die wichtigsten Zulassungen
Neben der Wahl der Einbauart und der korrekten Dimensionierung von O-Ringen und Einbauraum ist für viele Anwendungsbereiche ein weiteres Thema relevant: industrie- und anwendungsspezifische Zulassungen.
Beispielsweise hat die Lebensmittelindustrie hohe Anforderungen an Produktionsequipment. Aus Gründen der Qualitätssicherung und des Gesundheitsschutzes dürfen auch die verwendeten O-Ringe die Eigenschaften der Lebensmittel nicht beeinflussen.
Indem sie entsprechende Zulassungen für ihre O-Ringe erwerben, belegen die Anbieter, dass ihre Produkte den jeweiligen Anforderungen entsprechen. In der Praxis sind vor allem die folgenden Zulassungen relevant.
Lebensmittelzulassungen
Bei der Zulassung nach FDA (Food and Drug Administration) handelt es sich um ein US-amerikanisches Regelwerk, das jedoch weltweit zum Einsatz kommt.
Schließlich dürfen nur solche Waren in den Anwenderstaaten in den Verkehr gebracht werden, die auch unter FDA-konformen Bedingungen hergestellt werden. Im Lebensmittelbereich charakterisieren hohe Temperaturen und aggressive Reinigungsprozeduren den Betrieb.
FDA-konforme O-Ringe bringen die werkstofflichen Voraussetzungen mit, um unter diesen Bedingungen keine unerwünschten Wechselwirkungen mit den Produkten einzugehen. So sind toxische Verunreinigungen oder Beeinflussungen von Geruch und Geschmack mit FDA O-Ringen weitgehend ausgeschlossen.
Zu den wichtigen Lebensmittelzulassungen gehören neben FDA auch die 3-A Sanitary Standards. Die Zulassung hat neben dem Lebensmittelbereich auch Anwendungen in der Pharmaproduktion im Blick.
In der Praxis wird sie unter anderem eingesetzt, um die Extraktion von Dichtungsmaterialien im Kontakt mit fetthaltigen Milcherzeugnissen auszuschließen.
Bei einer ungünstigen Werkstoffauswahl können die Fette nämlich Substanzen aus den O-Ringen lösen, die dann in die Erzeugnisse gelangen. O-Ringe mit einer Zulassung nach 3-A Sanitary Standards werden spezifisch auf ihr Extraktionsverhalten getestet.
Zulassungen für den pharmazeutischen Bereich
Im Bereich der Produktion von Pharmazeutika und Medizinprodukten kommen noch höhere Standards zur Anwendung als in der Lebensmittelsparte.
Das US-Arzneibuch USP teilt Werkstoffe in 6 Klassen der Biokompatibilität ein. Ausschlaggebend für die Eingruppierung eines O-Ring Werkstoffes ist, inwieweit er einen lebenden Organismus beeinflusst.
Egal ob Dichtungswerkstoffe in den Kontakt mit Medikamenten kommen oder als Komponente eines Implantats selbst in den menschlichen Körper gelangen: Es muss sichergestellt sein, dass es nicht zu Abstoßungsreaktionen kommt.
Abhängig von der Art der medizinischen Anwendungen müssen O-Ringe mit Einteilung in eine der 6 USP-Klassen gewählt werden.
Die Freiheit von BSE/TSE-übertragenden Inhaltsstoffen ist eine häufige Ergänzung zur FDA-Zulassung. Entsprechende O-Ringe tragen ein Siegel, dass sie als „ADI-frei“ ausweist. Dies dient explizit dazu, um auszuschließen, dass die Dichtungsmaterialien Bestandteile tierischen Ursprungs (Animal Derived Ingredients, ADI) enthalten.
Sind sie frei von ADI, dann können sie für den Menschen gefährliche tierische Erkrankungen wie BSE nicht übertragen.
Trinkwasserzulassungen
Das über das öffentliche Netz verteilte Trinkwasser ist in vielen Ländern ein besonders geschütztes Gut.
Die hohe Bedeutung für die Gesundheit der Bewohner rechtfertigt den Sonderstatus des Trinkwassers. Daher halten viele Länder ihre eigenen Anforderungen für die technischen Geräte in Trinkwasserleitungen aufrecht.
In Deutschland gibt die Elastomerleitlinie (KTW) die relevanten Anforderungen an Dichtungswerkstoffe vor. O-Ringe für den Einsatz in Trinkwassersystemen müssen eine definierte Prüfprozedur bestehen. Getestet werden O-Ringe auf
- Geruchs- und Geschmacksveränderung
- Optische Beeinflussung
- Extraktion
Bei Erfolg werden sie auf eine Positivliste der unbedenklichen Werkstoffe aufgenommen. Die Zulassung nach DVGW W270 fügt eine weitere Perspektive hinzu.
Der Deutsche Verein des Gas- und Wasserfaches e.V. hat dabei das Wachstum von Mikroorganismen mi Fokus. Dichtungsmaterialien für Trinkwassersysteme müssen die Vermehrung solcher Lebewesen auf ein Minimum beschränken.
Die deutschen Zulassungen sind ein Beispiel für nationale Trinkwasserzulassungen. Internationale Pendants dazu sind beispielsweise die britische WRAS, die amerikanische NSF61 oder die Ö-Norm aus Österreich. Auch auf sie beziehen sich viele O-Ring Anbieter bei der Spezifikation ihrer Produkte.
Gaszulassungen
Gas ist ein Gefahrstoff, der in Haushalten und in der Industrie gleichermaßen Verwendung findet. Wegen der Sicherheitsrisiken gelten strenge Anforderungen an die Dichtheit von Einrichtungen zur Gasversorgung.
Um dauerhaft den Austritt von brennbarem Gas zu vermeiden, müssen die Dichtungselemente eine hohe Alterungsbeständigkeit aufweisen.
Auch die Verformung unter Druck ist ein wichtiges Kriterium. In Deutschland findet die Konformitätsprüfung der Werkstoffe anhand von DIN EN 549 oder DIN EN 682 statt.
Einen spezifischeren Anwendungsschwerpunkt setzt die Norm NORSOK M-710. Dieser stammt von einem Interessensverband der norwegischen Öl- und Gasindustrie.
Sie ist in Reaktion auf die besonders anspruchsvollen Betriebsbedingungen in diesem Bereich entstanden. So müssen O-Ringe in diesen Anwendungen extremen Druckspitzen und einer breiten Temperaturamplitude standhalten.
O-Ringe mit einer Zulassung nach NORSOK sind daher auch für viele andere Anwendungsbereiche mit einem ähnlichen Belastungsprofil interessant.
Die hohe Leistungsfähigkeit der Werkstoffe kann auch dort druckbedingte Schadensursachen verringern und damit einen stabileren Betrieb von Maschinen und Anlagen ermöglichen.
#14 O-Ringe: Schadensursachen vermeiden
Unterschiedliche Werkstoffe, verschiedene Einbauarten und anwendungsspezifische Zulassungen machen es deutlich: Die Auslegung eines Dichtungssystems ist ein umfangreicher Prozess mit vielen Einflussgrößen und Abhängigkeiten.
Gleichzeitig sind die Anforderungen an die Abdichtung immens. Wenn sie versagt, bleibt das schließlich in der Regel nicht ohne Folgen. Daher ist es besonders wichtig zu wissen, welche Faktoren O-Ringe im Betrieb belasten und wie sie kontrolliert werden können.
Mit dieser Kenntnis lassen sich viele häufige Ausfallursachen von vorneherein vermeiden. Ist der Schadensfall schon eingetreten, dann hilft eine gezielte Analyse bei der Verbesserung der Abdichtung.
Die Ursachen für Schäden am O-Ring lassen sich nicht immer klar voneinander trennen. Oft ist es die Kombination mehrerer Faktoren, die einen O-Ring so weit schwächt, dass er ausfällt und seine Dichtwirkung verliert. Dennoch lassen sich vier Kategorien von Schadensursachen unterscheiden.
- Medieneinwirkung
- Temperatur und Alterung
- Physikalische Beanspruchung
- Herstellungsfehler
Für jede Schadensursache lassen sich die zugrundeliegenden Wirkprinzipien und Gegenmaßnahmen definieren.
#14.1 Medieneinwirkung
Die Paarung von Werkstoff und Kontaktmedien ist ein entscheidender Faktor für die Lebensdauer eines O-Rings.
Aus der Vielzahl von verfügbaren Elastomerwerkstoffen müssen die Techniker die richtige Wahl treffen, damit es nicht zu unerwünschten Wechselwirkungen zwischen den Stoffen kommt.
Dabei wirken vor allem zwei Mechanismen: die Quellung und die Extraktion. Bei der Quellung treten Bestandteile des Kontaktmediums in den O-Ring ein. Das führt zu einer Volumenzunahme des Dichtungselements.
In der Konsequenz steigt die Verpressung des O-Rings zwischen den Dichtungsflächen. Dadurch nimmt die Reibung zu, was vor allem bei dynamischen Anwendungen zum Problem wird. Für alle Anwendungen ist jedoch eine weitere Folge relevant.
Bietet die Nutbreite nicht genug Platz, damit sich der O-Ring zu den Flanken hin weiter verformen kann, dann kann der O-Ring aus der Nut gepresst werden, wodurch er erhebliche mechanische Schäden erleidet.
Bei der Extraktion dreht sich der Schadensmechanismus und das Konktaktmedium löst Bestandteile aus dem Dichtungsmaterial heraus.
Dementsprechend verliert der O-Ring an Volumen, wodurch die Verpressung sinkt. Dabei kommt es leicht zu einer Unterschreitung der Mindestverpressung und Leckagen entstehen.
Dies geschieht in der Regel nicht gleichzeitig am gesamten Umfang des O-Rings, sondern zuerst dort, wo aufgrund der Toleranzlagen der Bauteile die geringste Ausgangsverpressung vorliegt.
Vom Volumenschwund sind vor allem O-Ringe mit einem hohen Weichmachergehalt betroffen. Eine sorgfältige Rezepturauswahl kann dieses Problem also begrenzen. Extraktion und Quellung wirken sich auf das Volumen des Dichtungselements aus und damit auf die Verpressung. Die beiden Schadensmechanismen lassen sich an diesen Merkmalen erkennen:
- Starke Zu- oder Abnahme des Volumens
- Mechanische Schäden in Folge von Druck und Reibung
Aggressive Medien können aber auch direkt den Werkstoffzusammenhalt der O-Ringe angreifen. Das bringt mit der Elastizität die zentrale dichtungsrelevante Eigenschaft des O-Ring Materials in Gefahr.
Verantwortlich dafür sind die stark ausgeprägten Netzwerkstrukturen zwischen den Molekülen. Diese Ketten sorgen dafür, dass das Material nach einer vorübergehenden Verformung immer wieder in die Ausgangsposition zurückfedert.
Genau diese Strukturen können durch den Kontakt mit schädlichen Medien leiden. Dann werden die langkettigen Bindungen in kürzere Abschnitte geteilt, was die gesamte Elastizität verringert.
Es kann auch zu einer Nachvernetzung kommen, wobei lokal neue Bindungen ausgebildet werden. Auch das geht zulasten der Elastizität.
Das O-Ring Material wird immer steifer, sodass es sich nicht mehr an eine Veränderung der Dichtstelle anpassen kann. Verändert sich beispielsweise durch einen Stoß von außen die Position der Bauteile zueinander, kann ein angegriffener O-Ring den Spalt nicht sicher verschließen.
Nach der Demontage eines ausgefallenen O-Rings sollte das Personal auf folgende Anzeichen achten, um den chemischen Angriff feststellen zu können:
- Erweichung des Materials
- Klebrige Oberfläche
- Spröde und rissige Oberfläche
Zu beachten ist, dass sich die beschriebenen Materialveränderungen vor allem dort ausbilden, wo der O-Ring direkt mit dem schädlichen Medium in Kontakt kommt.
Dies hilft bei der Abgrenzung des chemischen Angriffs von anderen Schadensursachen, die ähnliche Materialveränderungen hervorrufen.
Schäden durch Montageöl und -fett
Für die Montage müssen O-Ringe, die in einer Kolben- oder Stangendichtung zum Einsatz kommen, verformt werden.
Vor allem bei einer Kolbendichtung ist das relevant. Denn um zur Einbaunut zu gelangen, muss der Monteur den O-Ring dehnen und dabei teilweise Stellen mit größerem Durchmesser oder Bohrungen im Bauteil überfahren.
Zur Erleichterung dieses Prozesses kommen gemäß der allgemeinen Empfehlung Schmiermittel zum Einsatz.
Montagefette oder Öle reduzieren die Reibung und schützen so den O-Ring vor mechanischer Beschädigung. Bei mangelnder Sorgfalt können die Hilfsstoffe jedoch zu chemischen Schäden führen. Beispielsweise dürfen EPDM O-Ringe nicht in Kontakt mit mineralölbasierten Stoffen kommen.
Eine Alternative ist Silikonöl. Dieses kann jedoch wiederum VMQ O-Ringe chemisch angreifen. Auch bei der Montage ist also Sorgfalt gefragt, um chemische Schäden an den Dichtungselementen zu verhindern.
#14.2 Temperatur und Alterung
Temperaturbedingte Schäden am O-Ring beruhen vor allem auf den Wechselwirkungen zwischen dem Werkstoff mit der Umgebungsluft.
Mit einer höheren Temperatur steigt auch die Reaktionsgeschwindigkeit vieler chemischer Prozesse, sodass sich die Lebensdauer des Werkstoffes verringert. Schädlich wirken sich mit der Nachvernetzung und der Kettenspaltung zwei Mechanismen aus.
Während sich bei der Nachvernetzung zusätzliche Bindungen im Werkstoff bilden, die das Material härter und weniger flexibel machen, führt bei der Kettenspaltung die Abnahme von Bindungen zum selben Ergebnis: Der O-Ring verliert an Flexibilität.
Aus den Zusammenhängen zwischen Temperatur und Schädigung lässt sich ableiten, dass eine höhere Temperatur zu einer kürzeren Lebensdauer des O-Rings führt.
Sollen längere Standzeiten erreichen werden, müssen die Techniker entweder prozesstechnisch die Temperaturen begrenzen oder zu einem O-Ring Werkstoff mit einem besseren Hochtemperaturverhalten greifen.
Druckverformungsrest
Der Druckverformungsrest ist eine messtechnisch ermittelte Größe, die Aufschluss über das Temperaturverhalten eines O-Ring Werkstoffes ist.
Dabei werden O-Ringe im verformten Zustand über eine definierte Zeit bestimmten hohen Temperaturen ausgesetzt.
Nachdem der O-Ring entlastet wird und allmählich wieder die Umgebungstemperatur annimmt, kehrt er zumindest teilweise in seine ursprüngliche Form zurück. Die bleibende Komponente der Verformung wird als Druckverformungsrest bezeichnet.
Je geringer der Druckverformungsrest ausfällt, desto höher ist die Widerstandskraft des Werkstoffes gegen die bleibende Verformung.
Auch nach einer länger anhaltenden Verformung unter Temperaturbelastung kann er wieder zu einem hohen Maß in die Ausgangsform zurückkehren und damit die Dichtungsstelle auch bei wechselnden Bedingungen verschließen.
O-Ringe behalten auch dann eine bleibende Verformung zurück, wenn keine erhöhten Temperaturen zur Anwendung kommen. Hitze verstärkt jedoch den Effekt. Daher kommt das Verfahren nicht nur zur Beurteilung des Temperaturverhaltens zum Einsatz. Es lassen sich auch allgemein Rückschlüsse über die Materialbeschaffenheit ziehen.
Die Überhitzung eines O-Rings in Folge der Überschreitung seiner Maximaltemperatur zeigt sich an diesen Merkmalen:
- Oberflächliche Rissbildung
- Glänzende Stellen
- Versprödung
- Bleibende Verformung
Technikern bleibt neben der Wahl eines besonders hitzefesten O-Ring Werkstoffes noch eine weitere Gestaltungsmöglichkeit, um eine Abdichtung robuster zu machen. Durch die Wahl eines O-Rings mit einer größeren Schnurstärke lassen sich Sicherheitsreserven schaffen.
Übrigens: O-Ringe verlieren auch bei tiefen Temperaturen einen Teil ihrer elastischen Eigenschaften. Anders als die Hitze hat Kälte aber keine dauerhafte Eigenschaftsveränderung zur Folge. Nach dem erneuten Aufwärmen erhalten die O-Ringe ihre volle Elastizität zurück.
Neben der Einwirkung durch Hitze fällt auch der Alterungsmechanismus in diese Schadenskategorie. Hier ist es nicht direkt die Umgebungsluft, sondern vor allem das Licht, dass die O-Ring Eigenschaften beeinflusst.
UV-Licht lässt die Ozonkonzentration in der Luft steigen. Dieses Ozon greift die O-Ringe an und führt zu tiefen Rissen im Material.
Das führt vor allem in den warmen Monaten und im Außenbereich zu erheblichen Schäden an Werkstoffen mit einer hohen Anfälligkeit für die Alterung. Bei falscher Lagerung nehmen bestimmte O-Ringe sogar schon durch Ozon Schaden, bevor sie überhaupt in Betrieb genommen werden.
Nicht alle O-Ring Werkstoffe sind jedoch anfällig für den Angriff durch Ozon. Dieses Phänomen zeigt sich vor allem an NBR O-Ringen, die häufig in Pneumatik und Hydraulik zum Einsatz kommen.
EPDM oder FKM sind hingegen in dieser Hinsicht unproblematisch. Auch für NBR gibt es eine Abhilfe, wenn die Techniker zu speziellen ozongeschützten Werkstoffrezepturen greifen.
Wichtig ist zudem eine Lagerung im spannungsfreien Zustand und die Abschirmung gegen einen übermäßigen Luftaustausch.
#14.3 Physikalische Beanspruchung
Druck, Reibung und ihre Auswirkungen auf den O-Ring zählen in der Praxis zu den häufigsten Ausfallursachen.
Selbst sorgfältig ausgelegte Abdichtungen können durch diesen Schadensmechanismus versagen. O-Ringe können nämlich bereits bei der Montage mechanische Schäden erleiden.
Am Montagevorgang lässt sich verdeutlichen, welche Gefahren bestehen. Während Flanschdichtungen wegen der guten Zugänglichkeit der Nut in der Regel unproblematisch sind, besteht bei Kolben- und Stangendichtungen ein erhöhtes Risiko.
Bei der Montage einer Kolbendichtung muss der O-Ring gedehnt werden. So lassen sich die Stellen am Bauteil mit größerem Durchmesser überfahren. An der Nut angekommen, schnappt der O-Ring ein und sitzt fest.
Andersherum bei der Stangendichtung: Nur mit Hilfe einer Stauchung lässt sich der O-Ring durch die Zylinderbohrung und in die Einbaunut befördern.
In beiden Fällen entsteht Reibung, weil Innen- oder Außendurchmesser des O-Rings über die Bauteiloberfläche gleiten.
Dies kann im schlimmsten Fall bereits zu Materialverlust am O-Ring führen, indem sich kleine Partikel aus dessen Oberfläche lösen. Kritischer ist jedoch die Gefahr durch scharfe Kanten, gegen die der O-Ring gedrückt wird.
Scharfkantige Nuteinstiche, Bohrungen mit fehlender Entgratung oder nicht verrundete Kanten können sich in die Oberfläche der Dichtung drücken und dabei Schäden verursachen.
Dabei reicht das Spektrum von kleinen Schnitten bis hin zu Abquetschungen. Auch wenn es sich zu Beginn um kleine Beschädigungen handelt, setzen sie die Lebensdauer der Abdichtung deutlich herab.
Schließlich stellen diese Vorschädigungen Sollbruchstellen dar. Unter der Belastung im Betrieb werden die Schäden schnell größer, da sie dem Angriff von Medien, Temperatur und Reibung ausgesetzt sind.
Erste physikalische Schäden können also bereits bei der Montage entstehen. Doch auch in der Betriebsphase setzen diese Mechanismen den Dichtungselementen weiter zu. Techniker müssen diese Umstände bereits bei der Auslegung beachten.
Dann können sie beispielsweise die Wirkung von Druck auf den O-Ring beschränken. Wenn von einer Seite starker Druck auf den O-Ring wirkt, dann unterliegt er nämlich neben der Verpressung einer zweiten Verformung. Die Kraft drückt den O-Ring gegen die druckabgewandte Nutflanke.
Je stärker der Druck und je weicher der O-Ring, desto leichter wird das Dichtungselement in den Dichtspalt zwischen den beiden Bauteilen gedrückt. Dabei gleitet das Material über die Nutkante. Ist sie nicht ausreichend verrundet, wird Material vom O-Ring abgeschert.
In der Folge geht Volumen verloren, sodass die definierte Verpressung sinkt. Dieses Phänomen wird auch als Spalteinwanderung oder Spaltextrusion bezeichnet.
Spaltextrusion
Die Bezeichnung Spaltextrusion kommt daher, dass sich in extremen Fällen große Abschälungen am O-Ring bilden.
Je weiter der O-Ring in den Dichtspalt gedrückt wird, desto mehr Material trennen scharfe Kanten ab. Dieses kann sich ganz vom O-Ring lösen oder als sogenannte Extrusionsfahne daran zurückbleiben.
Spaltextrusion lässt sich vermeiden, indem die Konstrukteure das Maß des Dichtspalts möglichst gering gestalten.
Dem sind jedoch fertigungstechnische und wirtschaftliche Grenzen gesetzt. Schließlich stellt eine genaue Passung hohe Anforderungen an die Toleranzen. Kann der Betriebsdruck an der Dichtstelle nicht weiter abgesenkt werden, dann besteht eine weitere Option in der Werkstoffauswahl des O-Rings.
Festere O-Ringe werden weniger leicht in den Dichtspalt gedrückt. Sie können bei Bedarf auch durch einen zusätzlichen Stützring aus extrusionsfestem Material vor dem Kontakt mit der Nutkante geschützt werden.
Weitere Fehlerschwerpunkte bei der Auslegung betreffen die Verpressung. Eine zu hohe Verpressung begünstigt die bleibende Verformung des O-Rings und führt bei dynamischen Anwendungen zu übermäßiger Reibung.
Explosive Dekompression
Die explosive Dekompression ist ein weiterer physikalischer Schadensmechanismus. Auch hier wirkt der Mediendruck ursächlich.
Die Wirkungsweise unterscheidet sich jedoch deutlich von der Spaltextrusion. Elastomere Dichtungswerkstoffe weisen eine mehr oder weniger stark ausgeprägte Gasdurchlässigkeit auf. Während eine geringere Gasdurchlässigkeit für einige Anwendungen wichtiger ist als für andere, spielt sie immer eine Rolle, wenn hoher Druck wirkt.
Unter Druck dringt nämlich Gas in die Dichtung ein. Dieses kann bei einem allmählichen Druckabfall entweichen, sodass es keine weiteren Auswirkungen gibt. Fällt der Druck jedoch plötzlich ab, dann dehnt sich das Gas im O-Ring aus.
In der Folge versucht das Gas, aus dem O-Ring zu entweichen, damit es sich frei ausdehnen kann. Die Gasdurchlässigkeit reicht dafür jedoch nicht aus. Weil das Gas unkontrolliert austritt, nimmt das O-Ring Material Schaden.
Es bilden sich Blasen und Risse an den Austrittsstellen. Diese stellen wiederum einen Angriffspunkt für weitere Beanspruchungen dar. So geschädigte O-Ringe können sofort oder allmählich an Dichtleistung verlieren.
Gegen die explosive Dekompression können Techniker vorsorgen, indem sie Druckstöße im System vermeiden und längere Zeiten für den Druckabfall vorsehen.
Auf Seiten der Werkstoffauswahl sollten O-Ringe mit hoher Härte und geringer Gasdurchlässigkeit den Vorzug erhalten. Besonders geeignet für diese Einsatzbedingungen sind O-Ring mit der Zulassung nach NORSOK Standard M-710.
Bei wechselnder Druckrichtung unterliegen auch statische Abdichtungen einer nicht zu vernachlässigenden Reibung.
Je nach Breite der Nut wandert der O-Ring nämlich zur druckabgewandten Seite. Dabei gleitet bei einer Kolbendichtung der Außendurchmesser über die Zylinderfläche, während der Innendurchmesser im Kontakt mit dem Nutgrund ist.
Diese Reibung lässt sich durch eine Reduzierung der Nutbreite kontrollieren. Auch eine geringere Oberflächenrauheit
#14.4 Herstellungsfehler
Herstellungsbedingte Fehler stellen eine Ausfallursache dar, die weder durch sorgfältige Auslegung noch durch fachgerechte Montage ausgeschlossen werden kann.
Die O-Ringe erfüllen schon beim Einbau nicht die notwendigen Materialeigenschaften für eine zuverlässige Abdichtung. Im Einsatz lässt ihre Dichtwirkung dann schnell nach, weil die betriebsbedingten Schadensursachen den bereits geschwächten O-Ring angreifen.
Das gilt vor allem für eine zu geringe Vernetzung (Untervulkanisation). Der Verfahrensschritt der Vulkanisation gibt dem Dichtungswerkstoff erst seine elastischen Eigenschaften durch die Ausbildung einer Netzwerkstruktur zwischen den Molekülen.
Temperatur und Zeit sind dabei die maßgeblichen Parameter. Abweichungen hierbei oder bei der Rezeptur führen zu einem zu geringen Vulkanisationsgrad und in der Folge unzureichender Elastizität. Das macht sich durch einen hohen Druckverformungsrest bemerkbar.
Solche O-Ringe weisen eine hohe bleibende Verformung auf und können sich nur wenig an veränderte Bedingungen an der Dichtungsstelle anpassen. Dann genügt eine leichte Veränderung der Positionierung der Bauteile zueinander, damit eine Leckage entsteht.
Weitere herstellungsbedingte Problemfelder liegen im Bereich der Rissbildung. Dazu führen unter anderem verunreinigte Werkzeuge oder unzureichend durchmischte Compounds.
Weil sich kein homogenes Gemisch bilden kann, entstehen Schadstellen, die im späteren Betrieb zum Angriffspunkt werden. Auch bei der Entformung oder Nachbearbeitung können sich Risse bilden.
Herstellungsbedingte Fehler lassen sich am besten durch detaillierte Prüfungen im Wareneingang ausschließen. Daneben ist die Zusammenarbeit mit zuverlässigen Lieferanten ein wichtiger Schlüssel.
Hersteller und Händler hochwertiger O-Ringe sichern eine stabile Qualität über prozessintegrierte Kontrollen ab.
Qualitätskontrolle von O-Ringen
Herstellungsfehler oder Verwechslungen beim Kommissionieren: Weicht der tatsächlich gelieferte O-Ring von den technischen Spezifikationen ab, dann kann das die Haltbarkeit deutlich herabsetzen.
Anwender von O-Ringen sichern sich dagegen am besten ab, indem sie selbst einige grundlegende Prüfungen vornehmen. Damit können sie weitestgehend sicherstellen, dass die gelieferte Ware den Anforderungen entspricht.
Eine intensive Zusammenarbeit mit einem zuverlässigen Lieferanten kann diesen internen Aufwand senken. Nichtsdestotrotz bietet es sich an, routinemäßig diese Prüfungen durchzuführen:
- Dichteprüfung: Die Dichte ist eine charakteristische Werkstoffgröße, sodass sich bei bekannten Abmessungen des O-Rings unterschiedliche Werkstoffe voneinander unterscheiden lassen. So können Verwechslungen beim Werkstoff ausgeschlossen werden. Einzelne Rezepturen lassen sich damit aber nicht unterscheiden.
- Härteprüfung: O-Ring Werkstoffe sind in verschiedenen Härten erhältlich. Üblicherweise liegt die Härte zwischen 60 und 90 Shore A. Mit einer Härtemessung kann die Härte näherungsweise ermittelt werden. In der Praxis verfälschen aber viele Faktoren das Ergebnis, sodass das Verfahren mit weiteren Kontrollen ergänzt werden sollte.
- Maßliche Prüfung: Falsche Maße lassen sich mit einfachen Mitteln mit einem Messkegel aufdecken. Für die Überprüfung auf die Einhaltung der Toleranzen wird umfangreicheres Equipment wie eine Messmaschine benötigt.
- Druckverformungsrest: Der Druckverformungsrest ist das Maß für das elastische Verhalten eines O-Rings. Daher eignet sich die Prüfung, um Rezepturschwankungen oder Verarbeitungsfehler aufzudecken. Da sich die Prüfung auf die zentrale dichtungsrelevante Eigenschaft bezieht und mit einfachen Mitteln durchzuführen ist, hat sie besondere Praxisrelevanz.

#15 O-Ringe: Sichere Montage
Eine entsprechende Aufmerksamkeit sollte also auf dem Montageprozess liegen. Damit lässt sich ein hoher Prozentsatz der montagebedingten Schäden verhindern. In der Praxis lassen sich vor allem diese Schadensbilder beobachten:
- Verdrehen: Wirkt zu viel Reibung bei der Montage eines O-Rings, dann gleitet dieser nicht über die Bauteiloberfläche, sondern Teile davon drehen sich ein. Dabei wird das Material lokal überdehnt, sodass die Werkstoffstruktur in Mitleidenschaft gezogen wird. Das zeigt sich an der Oberfläche durch Risse, die den O-Ring schwächen. Montageöle und -fette mindern die Reibung.
- Überdehnen: Eine gewisse Dehnung ist im Fall der Kolbendichtung zur Montage notwendig. Anders lässt sich der O-Ring nicht über den Durchmesser des Kolbens bis zur Einbaunut bewegen. In Abhängigkeit von der Reißfestigkeit des jeweiligen Werkstoffes sind gewisse Dehnungen zulässig. Wird die unbedenkliche Dehnung überschritten, nimmt der O-Ring wie beim Verdrehen dauerhaften Schaden. Als Hilfsmittel eignet sich ein Montagekegel. Er begrenzt die Dehnung und sorgt dafür, dass der O-Ring gleichmäßig über den gesamten Umfang belastet wird.
- Quetschung: Quetschungen entstehen vor allem dann, wenn Kolben und Zylinder ineinandergeschoben werden. Eine unsaubere Positionierung führt dazu, dass die Bauteile nicht ineinander gleiten, sondern dass der O-Ring gegen eine harte Kante gedrückt wird. Je nach Scharfkantigkeit kommt es dabei zu Quetschungen oder Abscherungen. Als Gegenmaßnahme sind auslegungsseitig Einführschrägen an den Bauteilen vorzusehen. Sie sorgen für eine korrekte konzentrische Positionierung.
Zwischen den unterschiedlichen Nutformen gibt es hinsichtlich des Montageprozesses keine wesentlichen Unterschiede. Bei den Einbauarten ist die Flanschdichtung als am unkritischsten einzustufen.
Hier ist der Einbauraum voll zugänglich. Bei der Kolben- und Stangendichtung muss dagegen eine Dehnung oder Stauchung des O-Ring Durchmessers erfolgen.
Als Hilfsmittel haben sich für die Kolbendichtung eine Spreizhülse und für die Stangendichtung eine Montagezange etabliert.
Allgemein lassen sich die wichtigsten Montagehinweise in diesen Punkten zusammenfassen:
- Geeignetes Montagefett oder -Öl verwenden, um die Reibung zu reduzieren
- Auf einen sauberen und gratfreien Einbauraum achten, damit der O-Ring keine mechanische Beschädigung erfährt und das technische System nicht kontaminiert wird
- Die sichere Montage durch die Spezifikation ausreichender Einführschrägen und einer hohen Oberflächengüte unterstützen
- Den O-Ring nicht verdrehen oder überdehnen, weil dadurch bleibende Schäden entstehen können
- Werkstoffeigenschaften beachten, um die Paarung von O-Ring Material und Montagefett abzusichern und die individuell zulässige Dehnung nicht zu überschreiten
Ein aufmerksames Vorgehen und die richtigen Hilfsmittel machen bei der Montage den Unterschied. Zusammen mit einer montagegerechten Auslegung lassen sich dadurch viele vorzeitige Leckagen verhindern.

#16 O-Ringe: Normgerechte Lagerung
Neben der Montage ist die Lagerung von O-Ringen ein Faktor, der oft zu wenig Beachtung findet.
Denn auch hier gibt es Risiken, die durch gute Organisation wirksam vermieden werden können. Darüber hinaus steigert der richtige Ansatz für die Lagerung auch die Wirtschaftlichkeit.
Lagerungsbedingte Schäden
Mit der Vulkanisation erhalten Elastomere ihre dichtungsrelevanten Eigenschaften: Sie sind flexibel und können sich damit an die Dichtungsflächen anpassen.
Gleichzeitig erhalten sie ihre Ausgangsform, die ebenso entscheidend für die Dichtwirkung ist. Das heißt: Von nun an müssen die O-Ringe bei allen Schritten der Lagerung bei Hersteller, Händler und Anwender besonders vor schädlichen Einflüssen geschützt werden.
Dabei lassen sich allgemeine Anforderungen an die Lagerung formulieren. Sie stellen sicher, dass die Form und Elastizität der O-Ringe stabil bleiben.
- Druckbelastung vermeiden: Liegt ein schwerer Gegenstand auf einem O-Ring oder wird er gedehnt, dann kann er eine bleibende Verformung annehmen.
- Luftzug und Sonneneinstrahlung beschränken: Ein starker Luftaustausch und Sonnenstrahlung lassen einige Elastomere altern, sodass ein dunkler abgeschlossener Raum als Lager dienen sollte.
- Temperaturspitzen mildern: Starke Hitzeentwicklung oder Abkühlen reduzieren die Flexibilität des Materials. Bei niedrigen Temperaturen gelagerte O-Ringe sollten vor der Montage auf Raumtemperatur erwärmt werden. Bei der heißen Lagerung kann die Flexibilität dauerhaft leiden.
Daneben sollte die maximale Lagerdauer von Elastomeren beachtet werden. Auch unter einwandfreien Bedingungen unterliegen die Bauteile Eigenschaftsveränderungen.
Elastomer | Maximale Lagerzeit |
NBR | 6 Jahre |
EPDM | 7 Jahre |
FKM & VMQ | 10 Jahre |
FFKM (ECOLAST) | 13 Jahre |
Optimales Lagerkonzept
Vor allem beim Anwender stellen die Lagerbedingungen der O-Ringe eine häufige Quelle für Beschädigungen dar. Durch die Schaffung eines definierten Lagerkonzepts lassen sich aber viele Risiken ausschließen.
Am besten geschieht das dadurch, dass es je Betriebsstätte nur einen Lagerraum für Dichtungen gibt. Hier lassen sich die gewünschten Bedingungen hinsichtlich des Klimas und der Sonneneinstrahlung am besten sicherstellen.
Auch Beschädigungen durch schwere Bauteile oder Ähnliches können durch ein geeignetes Lagersystem verhindert werden.
Die sortenreine Lagerung begrenzt zudem die Verwechslung beim Kommissionieren der O-Ringe als Risikofaktor.
O-Ringe sollten am besten in den Verpackungen gelagert werden, in denen ihre Anlieferung erfolgt. Größere Mengen können in Kartons verbleiben. Darin befinden sich die O-Ringe in der Regel in luftdichten PE-Folienbeuteln.
Aus dieser schützenden Hülle sollten sie erst entnommen werden, wenn die Montage bevorsteht. Die Einlagerung der O-Ringe sollte also ebenfalls in den verschlossenen Beuteln erfolgen.
Ein gut organisiertes Lager hält O-Ringe in einer ausreichenden Menge bei definierten Bedingungen vor. Gleichzeitig sollte es ein Ziel sein, den Lagerbestand auf das notwendige Minimum zu beschränken.
Denn, eine stabile Lieferbeziehung vorausgesetzt, spart der bedarfsorientierte Einkauf von Dichtungen Kosten. Anwender profitieren nicht nur von einer geringeren Lagerfläche, sondern schließen zudem lagerbedingte Probleme aus. Auch Falschlieferungen werden schneller erkannt, wenn eine eigene Zwischenlagerung wegfällt.

#17 Fazit
Der erfolgreiche Einsatz von O-Ringen ist die Summe zahlreicher Faktoren. Einige davon beeinflussen sich gegenseitig, sodass die Kette von Auslegung, Fertigung, Montage und Instandhaltung schnell komplex werden kann.
So ist es die Kernaufgabe eines Planers, den richtigen O-Ring Werkstoff für den Druck, die Temperatur und die Medien an der Dichtungsstelle zu wählen.
Gleichzeitig müssen die Maße von O-Ring und Einbauraum die nötige Verpressung sicherstellen – und zwar auch dann, wenn es zu Reibung, Quellung und Schwindung kommt. Beim Einbau des O-Rings muss wiederum gewährleistet sein, dass die maximal zulässige Dehnung des gewählten Materials nicht überschritten wird.
Trotz der Komplexität können Anwender wirtschaftliche und dauerhaft zuverlässige O-Ring Abdichtungen schaffen, wenn sie ausreichend in die Planung investieren.
Ein stimmiges Gesamtkonzept für die Abdichtung schafft hohe Standzeiten und geringe Kosten für Fertigung und Einkauf.
„Ich bin überzeugt davon, dass wir unser Wissen mit der Welt teilen sollten. Ich hoffe, dass ich alle Ihre Fragen beantworten konnte. Sollten Sie noch Fragen haben, dann können Sie sich jederzeit gerne bei uns melden. Wir helfen Ihnen gerne weiter.“

Herr der O-Ringe
Autor der Dichtungsakademie
Haben Sie noch Fragen zu diesem Thema? Dann kontaktieren Sie uns gerne!


